1. 铺设HDPE(高密度聚乙烯)土工膜前应由土建工程相应的合格验收证明文件。
2. HDPE(高密度聚乙烯)膜裁切之前,应该准确丈量其相关尺寸,然后按实际裁切,一般不宜按图示尺寸裁切,应逐片编号,详细记录在专用表格上。
3. 铺设HDPE(高密度聚乙烯)土工膜时应力求焊缝少,在质量的前提下,尽量节约原材料。同时也容易质量。
4. 膜与膜之间接缝的搭接宽度一般不小于10cm,通常就使焊缝排列方向平行于坡度值,即沿坡度方向排列。
5. 通常在拐角及畸形地段,应是接缝长度尽量减短。在坡度大于1:6的斜坡上距顶坡或应力集中区域1.5米范围内,尽量不设焊缝。
6. HDPE(高密度聚乙烯)土工膜在铺设中,应避免产生人为褶皱,温度较低时,应尽量拉紧,铺平。
7. HDPE(高密度聚乙烯)土工膜铺设完成后,应尽量减少在膜面上行走、搬动工具等,凡能对HDPE(高密度聚乙烯)膜造成危害的物件,不应放在膜上或携带在膜上行走,以免对膜造成意外损伤。
土工膜的焊接
1.热锲焊机焊接工序分为:调节压力 设定温度 设定速度 焊缝搭接检查 装膜入机 启动马达 加压焊接。
2.接缝处不得有油污、灰尘,HDPE(高密度聚乙烯)土工膜的搭接段面不应夹有泥沙等杂物,当有杂物时必须在焊接前清理干净。
3.每天焊接开始时,必须在现场先试焊一条0.9mm×0.3mm的试样,搭接宽度不小于10cm,并用拉力机现场进行剥离和剪切试验,试样合格后,便可用当时调整好的速度、压力、温度进行正是焊接。试样上需标明日期、时刻、环境温度。热锲焊机在焊接过程中,需随时注意焊机的运行情况,要根据现场的实际情况对速度和温度进行微调。
4.焊缝要求整齐、美观、不得有滑焊、跳走现象。
5.在遇上土工膜长度不够时,需要长向拼接,应先把横向焊缝焊好,再焊纵缝,横向焊缝相距大于50cm应成T字型,不得十字交叉。
6.相邻土工膜焊缝应尽量错缝搭接,膜块间形成的结点,应为T字型,尽量减少十字型,纵模向焊缝交点处应用挤压焊机加强。
7.焊膜时不许压出死折,铺设HDPE(高密度聚乙烯)土工膜时,根据当地气温变化幅度和HDPE(高密度聚乙烯)土工膜性能要求,预留出温度变化引起的伸缩变形量。
8.当手提焊机的温度控制所指示的焊机温度低于200℃时,要用干净的布或棉纱掸掉再焊,必要时应重新打磨,切忌用手擦试。
9.当接缝处有结露、潮湿、泥沙等影响时,处理后再进行焊接。
10.在下雨期间或接缝有潮气、露水、或者大沙的情况下不能进行焊接,但采取防护措施是除外。
11.温度低于5℃时,按照规范要求不应施工,如果必须施工的话,焊接前应对焊机进行预热处理。
12.挤压焊接机在焊接过程中,应该经常检查枪头的滑块,磨损较严重时应及时更换滑块,以免损伤膜面。
13.土工膜在焊接时应该采用稳压性能好的发电机供电,采用当地用电时,必须使用稳压器。
注意事项
(1)土工膜的接缝处理是施工的关键程序,直接影响工程运行寿命,据质量检测表明,采用热焊方法比较理想。(也可用专用胶粘接)热焊方法是PE土工膜相接的表面加热处理,使之表面熔化,然后通过压力使之融合成一体,
(2)土工膜沿一定方向铺设,土工膜两边预留一定PE膜与PET不粘合层,铺设时要调整好每个单元土工膜走向,以便于两个单元土工膜的焊接。
(3)土工膜铺设后,要用砂袋压住,以防风动,边缘接缝处要求不能有污物、水分、尘土等。
(4)焊接前要调整好接缝处两幅边PE单膜,使之搭接一定的宽带,且平整、无折皱。
(5)焊接时,具有一定经验的技术人员焊接,焊接使用专用焊接机进行焊接。要调整好温度和速度,(也可胶粘接)。
根据多年实践证明,土工膜厚度不小于0.25mm,太薄可能产生气孔,且易在施工中受损而降低防渗效果。土工膜施工中,要注意做到铺设不宜过紧,不得打皱,拼接要牢固。要严格按技术规范施工,把好准备、铺设、拼接、检验和回填等五道质量关。
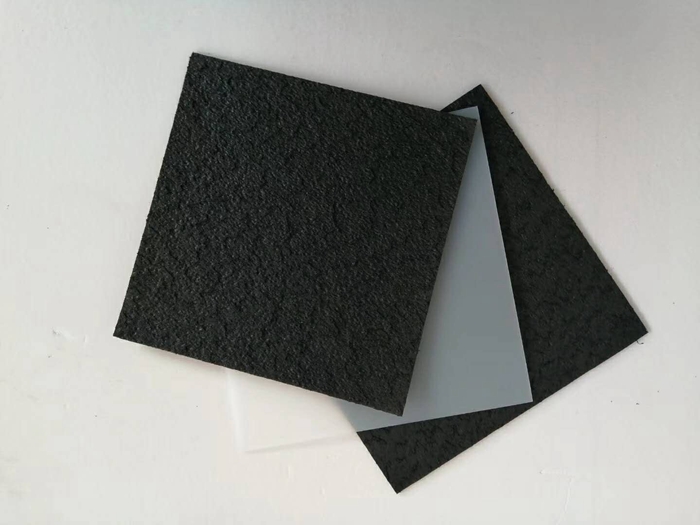
光面高密度聚乙烯土工膜(GH-2S型)
|
指 标 |
单位 |
项 目 |
序号 |
|
3.00 |
2.50 |
2.00 |
1.50 |
1.25 |
1.00 |
0.75 |
mm |
厚度
|
|
0.940 |
g/cm³ |
密度≥
|
1 |
|
44 |
37 |
29 |
22 |
18 |
15 |
11 |
N/mm |
拉伸屈服强度(纵横)
≥ |
2 |
|
80 |
67 |
53 |
40 |
33 |
27 |
20 |
N/mm |
拉伸断裂强度(纵横)
≥ |
3 |
|
12 |
% |
屈服伸长率(纵横)
≥ |
4 |
|
700 |
% |
断裂伸长率(纵横)
≥ |
5 |
|
375 |
315 |
250 |
190 |
160 |
125 |
93 |
N |
直接撕裂负荷(纵横)
≥ |
6 |
|
960 |
800 |
640 |
480 |
400 |
320 |
240 |
N |
抗穿刺强度≥ |
7 |
300
|
— |
h |
拉伸负荷应力开裂
(切口恒载拉伸法)≥ |
8 |
2.0-3.0
|
% |
炭黑含量 |
9 |